प्रक्रिया:
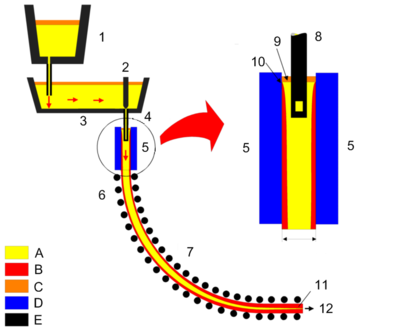
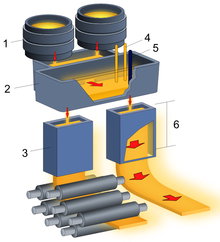
पिघले हुए धातु को भट्टियों से सीढ़ी में टेप किया जाता है। किसी भी लैड ट्रीटमेंट से गुजरने के बाद, जैसे कि अलॉयिंग और डीग्रासिंग, और सही तापमान पर पहुंचने के बाद, लैड को कास्टिंग मशीन के शीर्ष पर ले जाया जाता है। आमतौर पर करछुल कास्टिंग मशीन पर घूमते बुर्ज पर एक स्लॉट में बैठती है। एक लैडल 'ऑन-कास्ट' पोज़िशन (कास्टिंग मशीन को फीड करने) में है जबकि दूसरा 'ऑफ-कास्ट' पोज़िशन में तैयार किया गया है, और पहली लैड खाली होने पर कास्टिंग पोज़िशन में स्विच किया गया है।
करछुल से, गर्म धातु को एक आग रोक कफन (पाइप) के माध्यम से एक स्नान के लिए स्थानांतरित किया जाता है जिसे टुंडिश कहा जाता है। टंडिश धातु के एक जलाशय को कास्टिंग मशीन को खिलाने की अनुमति देता है, जबकि लैडल्स स्विच किए जाते हैं, इस प्रकार गर्म धातु के बफर के रूप में कार्य करते हैं, साथ ही प्रवाह को चौरसाई करते हैं, धातु फ़ीड को मोल्ड्स को विनियमित करते हैं और धातु की सफाई करते हैं (नीचे देखें)।
धातु को टुंडिश से दूसरे कफन के माध्यम से एक खुले-आधार तांबे के सांचे के शीर्ष में निकाला जाता है। ढलाई की गति और अनुभाग आकार के आधार पर मोल्ड की गहराई 0.5 से 2 मीटर (20 से 79) तक हो सकती है। मोल्ड गर्म पानी को सीधे इसके संपर्क में लाने के लिए जम जाता है; यह प्राथमिक शीतलन प्रक्रिया है। यह मोल्ड की दीवारों से धातु को रोकने के लिए लंबवत (या एक ऊर्ध्वाधर घुमावदार पथ में) दोलन करता है। चिपके को रोकने के लिए मोल्ड में एक स्नेहक भी धातु में जोड़ा जा सकता है, और किसी भी स्लैग कणों को फंसाने के लिए - जिसमें ऑक्साइड कण या स्केल शामिल हैं - जो धातु में मौजूद हो सकते हैं और उन्हें तैरने वाली परत बनाने के लिए पूल के शीर्ष पर ला सकते हैं। लावा का। अक्सर, कफन सेट किया जाता है, इसलिए गर्म धातु मोल्ड में स्लैग परत की सतह के नीचे से बाहर निकलती है और इस प्रकार इसे जलमग्न प्रवेश नोजल (एसईएन) कहा जाता है। कुछ मामलों में, कफन का उपयोग टुंडिश और मोल्ड के बीच नहीं किया जा सकता है; इस मामले में, टुंडिश के आधार में विनिमेय पैमाइश नलिका धातु को सांचों में निर्देशित करती है। कुछ निरंतर कास्टिंग लेआउट एक ही टुंडिश से कई नए साँचे खिलाते हैं।
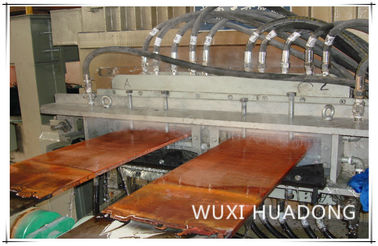
मोल्ड में, मोल्ड की दीवारों के बगल में धातु का एक पतला खोल मध्य खंड से पहले जम जाता है, जिसे अब स्ट्रैंड कहा जाता है, मोल्ड के आधार को एक स्प्रे कक्ष में बाहर निकालता है। स्ट्रैंड की दीवारों के भीतर धातु का थोक अभी भी पिघला हुआ है। स्ट्रैंड को तुरंत निकटस्थ, वाटर-कूल्ड रोलर्स द्वारा समर्थित किया जाता है, जो स्ट्रैंड के भीतर स्थिर तरल के फेरोस्टाटिक दबाव ( हाइड्रोस्टैटिक दबाव की तुलना) के खिलाफ स्ट्रैंड की दीवारों का समर्थन करते हैं। ठोसकरण की दर बढ़ाने के लिए, स्ट्रैंड को बड़ी मात्रा में पानी के साथ छिड़का जाता है क्योंकि यह स्प्रे-चैंबर से गुजरता है; यह माध्यमिक शीतलन प्रक्रिया है। स्ट्रैंड का अंतिम जमना स्प्रे-चैम्बर से बाहर निकलने के बाद हो सकता है।
यह यहां है कि निरंतर कास्टिंग मशीनों का डिज़ाइन भिन्न हो सकता है। यह एक 'घुमावदार एप्रन' कास्टिंग मशीन का वर्णन करता है; ऊर्ध्वाधर विन्यास भी उपयोग किया जाता है। एक घुमावदार एप्रन कास्टिंग मशीन में, स्ट्रैंड मोल्ड को लंबवत (या निकट ऊर्ध्वाधर घुमावदार पथ पर) से बाहर निकालता है और चूंकि यह स्प्रे-चैम्बर के माध्यम से यात्रा करता है, रोलर्स धीरे-धीरे स्ट्रैंड को क्षैतिज की ओर मोड़ते हैं। एक ऊर्ध्वाधर कास्टिंग मशीन में, स्ट्रैंड ऊर्ध्वाधर रहता है क्योंकि यह स्प्रे-चैंबर से गुजरता है। एक घुमावदार एप्रन कास्टिंग मशीन में ढालना सीधे या घुमावदार हो सकते हैं, जो मशीन के मूल डिजाइन पर निर्भर करता है।
एक सच्चे क्षैतिज कास्टिंग मशीन में, मोल्ड अक्ष क्षैतिज होता है और स्टील का प्रवाह तरल से पतली खोल से ठोस (कोई झुकने नहीं) होता है। इस प्रकार की मशीन में या तो स्ट्रैंड या मोल्ड दोलन का उपयोग मोल्ड में चिपके रहने से रोकने के लिए किया जाता है।
स्प्रे-चैंबर से बाहर निकलने के बाद, स्ट्रैंड सीधे रोल (यदि एक ऊर्ध्वाधर मशीन के अलावा अन्य पर डाला जाता है) और निकासी रोल से गुजरता है। अंतिम स्ट्रैंड को पूर्व-आकार देने के लिए धातु की गर्म स्थिति का लाभ उठाने के लिए वापसी के बाद एक गर्म रोलिंग स्टैंड हो सकता है। अंत में, स्ट्रैंड को यांत्रिक कैंची द्वारा पूर्व निर्धारित लंबाई में काटा जाता है या ऑक्सीटेटिलीन मशालों की यात्रा करके, पहचान के लिए चिह्नित किया जाता है, और इसे या तो भंडार में या अगले बनाने की प्रक्रिया में ले जाया जाता है।
कई मामलों में स्ट्रैंड अतिरिक्त रोलर्स और अन्य तंत्रों के माध्यम से जारी रह सकता है जो धातु को अपने अंतिम आकार में समतल, रोल या बाहर निकाल सकता है।
कंपनी का परिचय
वूशी पूर्व चीन फर्नेस कं, लिमिटेड एक एकीकृत पेशेवर धातु विज्ञान मशीनरी निर्माता है, जो उपकरण डिजाइन, निर्माण, स्थापना और कमीशन प्रदान करने में सक्षम है। हमारे कारखाने 3 मीटर से 13 मीटर तक त्रिज्या के साथ निरंतर कास्टिंग मशीन के सभी प्रकार के उत्पादन के लिए सक्षम है, जैसे कि गोल बिलेट, वर्ग बिलेट और स्लैब।




वूशी पूर्वी चीन फर्नेस कं, लिमिटेड
व्हाट्सएप: 86 139 2112 5611
joey@wxhddl.cn