उत्पाद पैरामीटर
| तकनीकी विनिर्देश | |
| उपकरण का मॉडल | SL06- Q2B-S-B-8/20 |
| वार्षिक क्षमता | 3000 टन |
| भट्ठी की संरचना | दो-शरीर संयुक्त भट्ठी ((एक पिघलने की भट्ठी और एक रखरखाव भट्ठी) |
| कास्टिंग रॉड के धागे | 6 |
| कास्टिंग रॉड का व्यास | φ8mm~φ20mm |
| ऊपर की गति | 0~2600 मिमी/मिनट |
| ऊपर की ओर पिच | 3~6 मिमी समायोज्य |
| कर्षण आवृत्ति | 0~800/मिनट |
| कर्षण विधि | सिंगल सर्वो मोटर ट्रैक्शन |
| कार्य समय प्रति वर्ष | 7920h |
| टेकअप कॉइल विनिर्देश | φ900×φ1550×800 (मिमी) |
| उपभोग भार | ≤3000 किलोग्राम |
| नामित वोल्टेज | 380V, 50Hz |
| स्थापित क्षमता | 325kVA |
| पिघले हुए तांबे की गति | 400 किलोग्राम/घंटा |
| अधिकतम शक्ति | 180~200 किलोवाट |
| एक टन तांबे की छड़ी के लिए खपत | 1) बिजलीः≤350kWh/t |
| 2) लकड़ी का कोयलाः≤15kg | |
| अधिग्रहण विधि | स्वचालित रोलिंग और क्रॉसिंग |
| सामग्री फ़ीड | इलेक्ट्रिक कैंटिलीवर द्वारा कैथोड प्लेट फ़ीड |
| ऊपर की ओर कास्टिंग प्रणाली की ड्राइविंग विधि | यह एसी सर्वो मोटर्स द्वारा और सटीक ग्रह गियर रिड्यूसर के माध्यम से संचालित होता है। कठोर संयुक्त शाफ्ट कर्षण रोलर को फिट द्वारा संचालित करता है।कर्षण रोलर्स बिना किसी रुकावट के इन-फेज गियर बेल्ट द्वारा संचालित होते हैं. |
| ऊपर की ओर कास्टिंग तांबे की छड़ी के क्लैंप विधि | प्यूमेटिक सिलेंडर द्वारा दबाया |
| सर्वो मोटर की नियंत्रण विधि | टच स्क्रीन द्वारा नियंत्रित |
| भट्ठी का विद्युत संचालन | विद्युत वोल्टेज नियामक (तीन-चरण संतुलन के साथ) |
उत्पाद का वर्णन
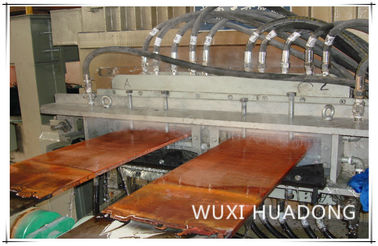
अप वार्ड निरंतर कास्टिंग मशीन एक नई तकनीक है जो ऑक्सीजन मुक्त तांबे की छड़, ट्यूब और फ्लैट बिलेट को एक रीवेट लंबाई पर तैयार करती है।ऑक्सीजन मुक्त तांबे की छड़ और प्रोफाइल का उत्पादन और उच्च चालकता और
कम ऑक्सीजन सामग्री. कुछ पारंपरिक प्रौद्योगिकी की तुलना में. यह नई विधि पूंजी निवेश में कम है, के साथ संचालित करने के लिए आसान, उत्पादन में किफायती. उच्च गुणवत्ता में
उत्पादन, उत्पादन के आकार को बदलने में लचीलापन, किसी भी समय में कोई वृद्धि नहीं।
तांबे का कैथोड (पैनल) →इंडक्शन फर्नेस ((तांबे का पिघलना→कम करना→पिघला हुआ तांबा पकड़ना)→कास्टिंग
तंत्र कास्टिंग रॉड (कॉपर क्रिस्टलाइज़ और ठोस हो जाता है) → उपभोग→ बिक्री उत्पादन या आगे की प्रक्रिया के लिए।
Ⅰउपकरण के प्रमुख तकनीकी मापदंड
| 1 | पिघलने की भट्ठी: | |
| 1.1 | भट्ठी की कुल क्षमता | 5.0T |
| 1.2 | भट्ठी की प्रभावी क्षमता | 2.5T |
| 1.3 | भट्ठी का वोल्टेज | 380V |
| 1.4 | भट्ठी की शक्ति | 600 किलोवाट |
| 1.5 | पिघलने की दर | 2 टन/घंटा |
| 1.6 | क्षतिपूर्ति के बाद शक्ति कारक: | 0.95-1.0 |
| 1.7 | प्रेरक के चरणों की संख्या और कनेक्शन मोडः |
एकल-चरण सीरीज कनेक्शन |
| 1.8 | ट्रांसफार्मर की नाममात्र क्षमता: |
900KVA पानी से ठंडा ऑटोट्रांसफार्मर (380V इनकमिंग लाइन, तीन चरण, |
| 1.9 | कॉइल कूलिंग मोडः | जल शीतलन |
| 1.10 | शीतलन जल की खपतः | 5 मीटर3/h |
| 1.11 | भट्ठी का अधिकतम तापमान: | 1500°C |
| 2 | रखरखाव भट्ठी अनुभाग |
|
| 2.1 | भट्ठी की प्रभावी क्षमताः | 4.0T |
| 2.2 | प्रभावी कास्टिंग क्षमताः | 85 डीबी से कम |
| 2.3 | नामित वोल्टेजः | 380V |
| 2.4 | नामित शक्ति: | 250 किलोवाट |
| 2.5 | ट्रांसफार्मर की नाममात्र क्षमता: |
400 केवीए पानी से ठंडा ऑटोट्रांसफार्मर (380V इनकमिंग लाइन, तीन चरण, नो-लोड स्टेप वोल्टेज-नियमन) । |
| 2.6 | क्षतिपूर्ति के बाद शक्ति कारक: | 0.95-1.0 |
| 2.7 | तापमान नियंत्रण की सटीकता: | ±8°C |
| 2.8 | भट्ठी का अधिकतम तापमान: | 1300°C |
| 2.9 | कॉइल शीतलन मोडः |
जल शीतलन |
| 3 | मोल्ड | |
| 3.1 | चौड़ाई | 330- 500 मिमी |
| 3.2 | मोटाई | 16-20 मिमी. |
| 3.3 | सामग्री | 1Cr18Ni9Ti स्टेनलेस स्टील, तांबे की झाड़ी के साथ अस्तर (T2 तांबे से बना) |
| 4 | माध्यमिक शीतलन यंत्र | |
| 4.1 | पानी की खपतः | 3 मीटर 3/घंटा |
| 4.2 | पानी का दबाव: | 0.2-0.3Mpa |
| 5 | निकासी मशीन | |
| 5.1 | अधिकतम धक्का और खींचने का बलः | 50KN |
| 5.2 | गतिः | गतिः |
| 5.3 | न्यूनतम स्ट्रोक रेंजः |
0.1 मिमी |
| 5.4 | सबसे कम स्टैंडबाय समय | 0.01 एस |
| 5.5 | एसी सर्वो मोटर: | सीमेंस मोटर (11KW) |
| 5.6 | मोटर की नाममात्र घूर्णन गतिः | 3000 आर/मिनट |
| 5.7 | स्थिर टोक़ः | △Tw= 60K Mo (60 पर) 70N-M |
| 6 |
डबल-बिलेट हाइड्रोलिक ऊपरी कतरनी मशीनः
|
|
| 6.1 | कतरनी बल: | 600KN |
| 6.2 | कतरनी की मोटाई: | 20 मिमी |
| 6.3 | कतरनी की चौड़ाई: | 500 मिमी |
| 6.4 | कतरनी की गति: |
0- 5 मिमी/सेकंड |
| 6.5 | कतरनी का धक्का: | 80 मिमी |
| 6.6 | कतरनी मशीन का अधिकतम अनुवर्ती चालः | 200 मिमी |
| 7 | कोइलर मशीन इकाई | |
| 7.1 | शक्तिः | 5.5KW |
| 7.2 | घूर्णन गतिः | 1420r/min |
| 7.3 | कोइलर विस्थापन स्ट्रोकः | 800 मिमी |
| 8 | हाइड्रोलिक स्टेशन | |
| 8.1 |
पिघलने की भट्ठी और रखरखाव भट्ठी के लिए हाइड्रोलिक स्टेशन की मोटर शक्तिः
|
2× 7.5 किलोवाट |
| 8.2 | निकासी मशीन के लिए हाइड्रोलिक स्टेशन की मोटर शक्तिः | 2× 7.5 किलोवाट |
| 8.3 | ऊपरी कतरनी मशीन के लिए हाइड्रोलिक पंप की मोटर शक्तिः |
2× 11 किलोवाट
|
| 8.4 | कोइलर के लिए हाइड्रोलिक पंप की मोटर शक्तिः | 2× 7.5 किलोवाट |
Ⅱप्रक्रिया
Burdening (Returns should be baled) → Smelting furnace → Chemical analysis → Heating up the sealed launder → Crystallizer → Primary cooling → Secondary cooling → Withdrawal machine → Shearing machine →Coiler
प्रक्रिया दस्तावेज के अनुसार कच्चे माल का चयन करें, धातु तत्वों के पिघलने बिंदुओं, भट्ठी भार अनुपात के अनुसार खिला प्रक्रिया निर्धारित,और ऑक्सीकरण की कठिनाई जलने के नुकसान, और कच्चे माल को पिघलने की भट्ठी में लोड करें; पिघलने के दौरान, भट्ठी में एक निश्चित मोटाई का कवरिंग एजेंट जोड़ें, जिसे समय पर पूरक किया जाना चाहिए;जब भट्ठी के अंदर पिघला हुआ तांबा टपिंग तापमान तक पहुंच जाता हैभट्ठी के अंदर पिघले हुए तांबे की संरचना का प्रयोगशाला परीक्षण करें; टैप करने से पहले, पिघले हुए तांबे में क्लिंकर को पूरी तरह से साफ करें।लगभग 800 किलोग्राम पिघले हुए तांबे को भट्ठी के अंदर रखेंपिघला हुआ तांबा (पिघला हुआ और पिघलने वाले कक्ष में अच्छी तरह से समायोजित) को सील वाशर के माध्यम से स्टोरेज फर्नेस में ले जाएं, पिघले हुए तांबे के तापमान को नियंत्रित करें,पिघले हुए तांबे को रखरखाव भट्ठी के अंदर डालने के तापमान और एक निश्चित स्तर सीमा पर रखेंस्तर की क्रिया के अधीन, पिघला हुआ तांबा क्रिस्टलाइज़र में बहता है, और क्रिस्टलाइज़र द्वारा प्राथमिक शीतलन के माध्यम से प्लेट प्रकार के तांबे के बिल्ट में क्रिस्टलाइज हो जाता है।निरंतर निकासी मशीन के तहत, आवश्यक आकार की प्लेट बिलेट का गठन किया जाता है। प्लेट बिलेट आउटलेट पर माध्यमिक शीतलन प्रणाली स्थापित की जाती है, और शीतलन पानी की प्रवाह दर समायोज्य होती है।इन नियंत्रण उपायों को अपनाने का मुख्य उद्देश्य क्रिस्टलीकरण तापमान तथा प्रक्रिया मापदंडों के स्थिरता सुनिश्चित करना है।उत्पाद की गुणवत्ता सुनिश्चित करने के लिए, स्ट्रिप बिलेट को खींचने के लिए ड्रैगर का उपयोग किया जाता है, और ड्रैगर द्वारा खींचने, रोकने और पीछे धकेलने का समय लगातार समायोजित किया जाता है।इष्टतम नियंत्रण पैरामीटर निर्धारित किया जाना चाहिए और विभिन्न सामग्री के अनुसार समय पर समायोजित किया जाना चाहिए, विभिन्न विनिर्देशों और सतह की गुणवत्ता की स्थिति। ड्राइंग पीएलसी कार्यक्रम द्वारा नियंत्रित किया जाता है, ड्राइंग, रोक, और पीछे धक्का के चक्रीय कार्यों का एहसास होता है।
![]()
![]()
![]()
Ⅲविनिर्देश
1. कास्टिंग विनिर्देशों के प्रकार
* उत्पादन की विविधता: तांबे के आधार पर मिश्र धातु ((Cu-Ni) पट्टी
2. तैयार उत्पाद के रोल का विनिर्देश
2.1 बिलों की संख्याः 1 पट्टी
2.2 बिलेट की चौड़ाईः 380 मिमी-500 मिमी
2.3 बिल्ट की मोटाईः 60 मिमी
2.4 कॉइल का आंतरिक व्यास: न्यूनतम Φ 600-800 मिमी
2.5 कॉइल का बाहरी व्यास: अधिकतम Φ1800 मिमी
2.6 कॉइल का अधिकतम भारः अधिकतमः 6000 किलोग्राम
3बिलेट मोटाई के अंतर का गारंटी मूल्य
3.1 बिल्ट की पार मोटाई का अंतरः <0.75 मिमी ₹0.3 (मोल्ड में संशोधन के बाद)
3.2 बिल्ट की अनुदैर्ध्य मोटाई का अंतरः <0.3 मिमी (मोल्ड संशोधन के बाद)
3.3 पिघलने की भट्ठी में पिघलने के लिए औसत ऊर्जा खपतः 250-380kwh/t
3.4 स्टैंडिंग फर्नेस द्वारा तापमान संरक्षण के लिए औसत ऊर्जा खपतः 50-80kwh/t
3.5 अधिकतम धक्का और खींचने का बल: 50KN
3.6 धक्का और खींचने की गति सीमाः 1.5-70 मिमी/सेक
3.7 औसत अधिकतम कास्टिंग गतिः 300 मिमी/मिनट
3.8 हाइड्रोलिक कतरनी का अधिकतम कतरनी बलः 600KN
3.9 कोइलर की घुमावदार गतिः 750 मिमी/मिनट
Ⅳउपकरण भागों की सूची
| नहीं. | उपकरण का नाम | इकाई | QTY |
| 1 | लाइन आवृत्ति प्रेरण पिघलने की भट्ठी (पिघलने की खाई और अस्तर निर्माण सामग्री सहित) | सेट | 1 |
| 2 | लोहे का कोर, जल कोट और पिघलने की भट्ठी का कॉइल | सेट | 1 |
| 3 | टंडिश | सेट | 1 |
| 4 | लाइन फ्रीक्वेंसी इंडक्शन होल्डिंग ओवन (जिसमें पिघलने की खाई और अस्तर निर्माण सामग्री शामिल है) | सेट | 1 |
| 5 | लोहे के कोर, पानी के जैकेट और रखरखाव भट्ठी के कॉइल | सेट | 1 |
| 6 | भवन के अस्तर के लिए मोल्ड | सेट | 1 |
| 7 | क्रिस्टलाइज़र | सेट | 2 |
| 8 | ग्रेफाइट मोल्ड | सेट | 1 |
| 9 | क्रिस्टलाइज़र के सीलिंग स्टील मोल्ड | सेट | 1 |
| 10 | नकली पट्टी (स्टेनलेस स्टील से बना) | सेट | 1 |
| 11 | नकली प्लेट | सेट | 1 |
| 12 | क्रिस्टलाइज़र के लिए शीतलन जल वितरण उपकरण | सेट | 1 |
| 13 | माध्यमिक शीतलन यंत्र | सेट | 1 |
| 14 | निकासी मशीन | सेट | 1 |
| 15 | हाइड्रोलिक अनुवर्ती कतरनी मशीन | सेट | 1 |
| 16 | कोरलेस कॉइलर | सेट | 2 |
| 17 | पिघलने की भट्ठी के लिए पानी से ठंडा केबल | सेट | 1 |
| 18 | हाइड्रोलिक प्रणाली | पूर्ण सेट | 1 |
| 19 | विद्युत नियंत्रण प्रणाली | पूर्ण सेट | 1 |
| 20 | पिघलने की भट्ठी के लिए विनियमन ट्रांसफार्मर (बिना भार, चरण) | सेट | 1 |
| 21 | रेगुलेटर ट्रांसफार्मर (बिना भार के, स्टेपलेस) | सेट | 1 |
| 22 | गैस सुरक्षा यंत्र | सेट | 1 |
| 23 | सतह तापमान थर्मामीटर | सेट | 1 |
| 24 | मशीन इकाई के लिए विशेष उपकरण |
पैकेजिंग और शिपिंग
![]()
![]()
अक्सर पूछे जाने वाले प्रश्न
1. हम कौन हैं?
हम 1998 से चीन के जियांगसू में स्थित हैं।
2. हम गुणवत्ता की गारंटी कैसे दे सकते हैं?
बड़े पैमाने पर उत्पादन से पहले हमेशा एक पूर्व उत्पादन नमूना;
शिपमेंट से पहले हमेशा अंतिम निरीक्षण;
3. आप हमसे क्या खरीद सकते हैं?
धातु और धातु विज्ञान मशीनरी,स्टील निरंतर कास्टिंग मशीन,स्टील निर्माण ईपीसी,निरंतर कास्टिंग के स्पेयर पार्ट्स
4. आप अन्य आपूर्तिकर्ताओं से नहीं बल्कि हमसे क्यों खरीदें?
हमें इंजीनियरिंग परामर्श,इंजीनियरिंग और उपकरण डिजाइन,सामग्री और उपकरण की आपूर्ति,ईपीसी परियोजनाओं के सामान्य अनुबंध सहित व्यापक सेवाएं प्रदान की जाती हैं।प्रक्रिया प्रबंधन सेवाएं और प्रशिक्षण.
5. हम क्या सेवाएं प्रदान कर सकते हैं?
स्वीकार्य वितरण शर्तेंः एफओबी,सीएफआर,सीआईएफ,एफसीए,डीएएफ;
स्वीकृत भुगतान मुद्राःUSD,EUR,CNY;
स्वीकृत भुगतान प्रकारः टी/टी, एल/सी, डी/पी डी/ए।