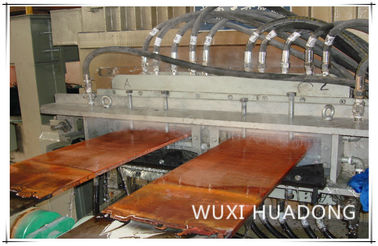
इलेक्ट्रोलाइटिक कॉपर प्लेट (99.9% तांबा स्क्रैप) चार्जिंग डिवाइस (उपयोगकर्ता की जरूरतों के अनुसार) के माध्यम से पिघलने वाली भट्टियों में शामिल हो जाती है, (यदि कच्चा माल 1 # लाल तांबा नहीं है, तो हमारी कंपनी पिघलने से पहले पुनर्नवीनीकरण भट्ठी को डिजाइन और स्थापित कर सकती है। भट्टियां तांबे की अशुद्धता को दूर करने के लिए)। तांबे की प्लेट को W- प्रकार के प्रारंभकर्ता के माध्यम से तरल में, फिर संक्रमण भण्डार से पकड़कर भट्टी तक आसानी से प्रवाहित किया जाता है, और फिर चारकोल से ढकी सतह के माध्यम से स्थिर कमी की प्रक्रिया में होता है, अंत में कास्ट कॉपर रॉड द्वारा तेजी से क्रिस्टलीकृत किया जाता है एक ही समय में ऊपर की ओर तांबे की छड़ प्रक्रिया द्वारा अपस्ट्रीम प्लांट के क्रिस्टलीज़र , दो ट्रैक्शन रोलर के माध्यम से तांबे की छड़ को ऊपर की ओर एक दूसरे से जोड़ा जाता है । ढलाई मशीन के माध्यम से कास्ट कॉपर रॉड , और घरघराहट, गति समायोजन गियर, फिर स्वचालित जीत डिंग मशीन को तांबे की छड़ी को हवा देने के लिए।
कॉपर रॉड अप-कास्टिंग मशीन के लिए मुख्य प्रौद्योगिकी पैरामीटर
कोर आवृत्ति प्रेरण भट्ठी
(1) | उत्पादन की किस्म | T2 कॉपर रॉड (कच्चा माल इलेक्ट्रोलाइटिक कॉपर, ब्राइट वायर) |
| (2) | फर्नेस संरचना | डबल संयुक्त भट्टी |
| (4) | पिघलने की भट्ठी शक्ति | 180KW |
| (5) | भट्ठी की शक्ति धारण करना | 120KW |
| (9) | फर्नेस आवृत्ति | 50 हर्ट्ज |
| (12) | पिघलने की दर | 700kg / एच |
| (13) | पिघलने की भट्ठी की क्षमता | 2,500kg |
| (15) | भट्ठी की क्षमता धारण करना | 2,500kg |
निरंतर ढलाईकार
| (1) | कास्टिंग रॉड नंबर |
|
| (2) | कास्टिंग रॉड विनिर्देशों | Φ8-15 |
| (3) | ड्राइविंग विधि, पीएलसी नियंत्रण | एसी सर्वो ड्राइव |
| (4) | कास्टिंग स्पीड | 0 ~ 3000 मिमी / मिनट, |
| (5) | कास्टिंग पिच | 3.0 ~ 5.0 मिमी / पिच |
| (6) | स्तर की संवेदनशीलता | <30 |
| (7) | उठाने की गति | 50 मिमी / मिनट |
| (8) | सर्वो मोटर शक्ति | 4.4KW |
| (9) | तरल स्तर ट्रैकिंग सटीकता | ± 2mm |
आवृत्ति रूपांतरण डबल पोल coiling मशीन
| (1) | कोइलिंग मोथेड | स्वचालित, आवृत्ति रूपांतरण |
कोयल की गति | 300 ~ 2500 मिमी / मिनट | |
रास्ता समायोजित करें | तनाव नापने का यंत्र | |
| (2) | वजन का जमाव | लगभग 2 T 3T |
उत्पादन तस्वीर

वूशी पूर्वी चीन फर्नेस कं, लिमिटेड
व्हाट्सएप: 86 139 2112 5611
joey@wxhddl.cn